PHONE: 1-877-368-1528

PRODUCTS

FLUID INJECTION
FLUID POUR & SET
SEMI
PUTTY
APPLICATION EXAMPLES
HOME
CONTACT
BLOG
Mattison 3 Column Surface and Way Grinder










We were called into Mattison to install low-friction
Moglice bearings to the table of this machine.
Technicians at Mattison had prepped the table and carefully leveled the machine on a good foundation. This is very critical to the replication technique. Prior to molding, time spent on alignment and leveling insures there will be no need to scrape to fit later. Table alignment was achieved using small Moglice shims spaced approximately 30" apart on the table bearing surfaces. Notice the rough finish on the adhesion areas. This roughening not only increases surface area but also allows Moglice a mechanical bond. The shims were scraped to achieve level in both directions along the top surface of the table. After this is complete, the adhesion surfaces are thoroughly cleaned with our spray cleaner/degreaser to insure no dirt or oil residue is left behind.
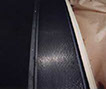
This surface finish was accomplished by grinding and then flaking or spotting the surface for oil retention. At the time, this was a standard procedure at Mattison. We checked the surface with a profalomiter and got a reading of between 120 and 160.
This picture shows to the left, the surface after a light crosscut. The right side shows their finish. The crosscut surface was tested again with a profalomiter and a reading of 50 to 70 proved it to be a better surface finish.
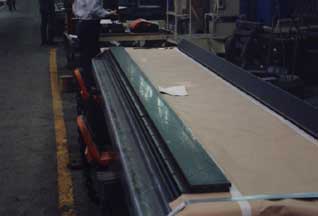
In this picture we have completed crosscutting the bed way surface. Round foam has been placed in oil return grooves as the first step in our damming procedure. Although not shown, foam was also used in the oil return at the bottom of the vee way.
Masking tape is then used to bridge between way surfaces and flat surfaces above the ways. We also used tape at the tops of the vee way in much the same way and can be seen on other application photos. The round spot you see is the lubrication hole after plugging it with clay. Although the cross groove has not been cut in this machine yet, it too can be plugged with clay. We also used adhesive backed sheet wax .063" thick and cut .5" wide to lay out our oil groove pattern on the bed ways. This makes it possible to mold in a finished oil groove on the bearing surface of the Moglice. We are now ready to mix and pour Moglice into dammed areas of the bed ways.
After cure, the excess Moglice is trimmed and
the wax strips are removed to reveal oil grooving.
When trimming, removal of oil groove wax and stoning is completed,
you are ready to flake or spot the bearing surfaces.
In this picture take note that all shims were scraped down. It is usually required due to the weight of the table bearing down on a small surface which will cause the cast iron to spring and when the table is removed, it springs back and creates a high spot on the bearing. The sides of the oil grooves were also chamfered and the Moglice was then flaked or spotted. After spotting in one direction at a 45&Mac176; angle to the bearing, canode was applied and another spotting pass is made 90&Mac176; to the first pass.
The completed bearing surface is stoned and thoroughly cleaned using mineral spirits. This application took two days or approximately 16 hours.
<
>