This is a cast iron base with integral hardened ways which have been ground on a precision way grinder. The base is for a vertical machining center with 1 meter by 2 meter travel. It is important to provide proper support for leveling. Proper leveling of the base is the foundation of precision machine erection.
After qualifying the flatness of the bed, the saddle is set on the bed for rough alignment. Note that jack screws have been bolded to the ends of the ways and that brass shim blocks are used under the screws to protect the way surfaces. There are 8 of these bocks (one on each end of the 4 ways). An indicator and base are used to measure from the bed to the saddle top with the objective to get weight on all 8 jack screws and parallelism with .001" or 25mm. Thought should be given t being able to set the saddle down in the location it will be in, with respect to the positive side, if there is not a solid positive side. Also, if the saddle has outrigger supports (like most G+L saddles) they should also be adjusted or temporary jacks used to remove any sag from the saddle top. This can be verified with precision levels or a laser. Within 30 minutes a parallelism of .00008" or 2mm was achieved by adjusting the jack screws and outriggers. It is wise to monitor an alignment of this precision
The saddle is then removed and the bed way is prepared for molding of Moglice. Clearance sides are masked off the bed ways and surrounding areas are sprayed with release agent. The bottom of the saddle has been prepared for adhesion of the Moglice as described elsewhere on this site.
Moglice Putty is mixed at a nearby drill press.
Here the Moglice has been spread out on the base. The amount of Moglice has been determined previously.
The Moglice Putty is spread on the saddle ways and crowned.
The ability of the Moglice molding method to easily allow highly precise alignments and excellent bearing contact, makes our eliminate scraping to fit claim legitimate. Without removing the saddle from the bed the table way surfaces of the saddle are coated with release agent. The bearing surfaces under the table have been prepared by roughening for adhesion.
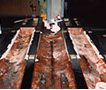
With a very thin layer of blue on the bed way and red lead on the saddle, the marks on the bed are the result of about 1.5" of rub. Note that the bearing is very hard on the ends of the saddle yet faint marks can be seen for the full length of the bearing. This pattern is highly desired to maximize saddle stability (minimizing rock) and to keep contamination out from between the bearing surfaces. It is important to recognize that the bearing print was heavy at the ends because the alignment jacks carrying the weight of the saddle during molding were at the ends. The ability to steer bearing contact by how the component is supported during curing is one of the major advantages of the Moglice molding method.
The table can be set into the Moglice. The jack screws on the end of the ways and visible along the sides are used to achieve precision alignment. Total parallelism and flatness errors on the table top were .00016" or 4'm.