PHONE: 1-877-368-1528

PRODUCTS

FLUID INJECTION
FLUID POUR & SET
SEMI
PUTTY
APPLICATION EXAMPLES
HOME
CONTACT
BLOG
Elb Surface Grinder




















With levels checking both directions the bed was leveled as much as possible. Shims were then applied to the reference surfaces in the center of each bearing surface starting at the same thickness as the metal removed from the table. The shims were adjusted by scraping until the level readings were the same across the table in both directions. 3 shims were used on each way surface over an 8ft. section of bed in the center. Grinders were then used to remove 0.040 inches to 0.050inches of Moglice from the bed ways without touching the shims. After cleaning the bed and applying release agent, Moglice Putty Hard was applied in the center of the bed to become the first mold.
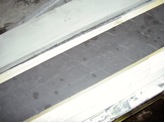
From the end of the vee way notice that much less wear and gauling has taken place. Strips down the center of each surface show little to no wear as well.
This is the end of the flat way. No wear is evidenced by the frosting in the Moglice. A section on the end was scraped to show the thickness of the original Moglice.
Another photo showing the other end of the vee way.
After molding, the bearing surface is trimmed, stoned and then verified using levels. The oil groove pattern in the Moglice as the surface finish on the Bondow was different than the cast iron. This will have no impact on the performance of this bearing.
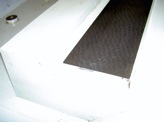
Photo of the vee way after trimming.
A view of how the same process was accomplished on the vee way. The Moglice fluid entered at the bottom and filled both sides of the void escaping at the top. Notice no Moglice overlapped the original molding surface. This same application process was repeated for both ends of the bed.
A view of the old bearing surface after grinding down the Moglice and cutting some angular notches for mechanical adhesion. Moglice will also make an excellent adhesion bond to itself after grinding.
A 1/2 inch hole in the center 1 inch from the finished area is drilled in the center of the finished area. An injection hole is created by drilling from the front of the bed connecting to the inch hole drilled in the finished area. This injection hole will enable Moglice fluid to be injected between the new Moglice Putty Hard and the cured finished bearing surface without a step. Without this injection process, the Mogice Putty Hard would move onto the finished bearing surface and throw the alignment off.
On the vee way the oil return on the finished side is dammed and an injection tube is run in from the end of the vee way. This eliminates the need for drilling injection holes for this way. Foam rubber was used to hold the injection tube in the center and keep it from moving out.
The table bearings of this large Thompson were molded and
finished in two days once the bed ways were re-qualified.12
This is the completed molding site and one end of the bed way. Devitt�s standard Cleaner/ Degreaser spray was used for the final cleaning of the Moglice, being careful not to soak any of the foam used in damming.
After setting the table and checking the alignment, Moglice FL/P was injected to complete the mold. After the table is removed the next morning it is visible how the Moglice came in through the injection hole, filled the void and then escaped on both sides making a seamless connection between molds.
Another view of the bridge being prepared to slide back
and forth the length of the bed ways.
Moglice Putty Hard is spread on the flat way stopping at the injection hole.
The Putty Hard is then crowned to the center to avoid air inclusions.
The same is done to the vee way surfaces and crowned in the same manner.
This is an 8ft. Elb Surface Grinder. What makes this application unique is the 16ft. polymer concrete base. The table is 8ft. long and has cast iron bearing surfaces, a vee and flat as an integral part of the table. Elb grinders have been built this way for many years and used Moglice to mold their finished bearing surface on the bed ways. Elb used 16ft. masters to accomplish this in their factory, however, this can be done without their massive master , in the field, using the 8ft. table as a master.
The table is lowered carefully into the Moglice. A little more than half of the table comes to rest on the finished section of the bearing in the center of the bed. A weight is then placed on this end of the table and checked for sag in the table. There was approximately a 0.001" sag and the alignment was corrected with a screw jack at the outboard end.
After trimming and stoning the new bearing surfaces the table was oiled
and put back on the bedways. The entire molding process took 4 days.
The extensive scoring and wear to the vee way is very visible. Notice the undamaged area in the center of each side of the vee way. Shims will be glued along the undamaged area approximately the same thickness as the metal removed from the table bearing.
The bed was leveled to take a lot of stresses out. It was leveled using leveling jacks with hold downs approximately every 18 inches. All hold downs were then released and leveled as best as possible using the undamaged surfaces in the center of each bearing surface; first using a 4ft. parallel on the flat. As the bed bearing wore down the table dropped low in the center of the bed. To compensate, the center of the bed was jacked up with jack bolts and the ends of the bed were pulled down using hold down bolts to keep the bed level.
A bridge was made to pick up the two surfaces
in the vee way to level front to back.
<
>