PHONE: 1-877-368-1528

PRODUCTS

FLUID INJECTION
FLUID POUR & SET
SEMI
PUTTY
APPLICATION EXAMPLES
HOME
CONTACT
BLOG
G & L Rotary Table














Note that the bed section has been given a proper footing. The bed has been accurately milled, removing all wear and score marks. It is usually a good idea to scrape a milled cast iron surface to knock off the mill fuzz, but if an 80 RMS surface or better can be achieved a good stoning is all that is necessary. Leveling the bed is a crucial first step. If you mold to a twisted surface you will replicate a twisted surface.
The bottom of the saddle had phenolic plates that were screwed and glued onto the saddle. These plates were still solidly attached; this could be proved by tapping a box end wrench against the phenolic and listening for a hollow sound. This sounding technique can be used on Moglice bearing surfaces also. .070 stock was milled off the phenolic plates to provide clearance for Moglice and break the glazing on the oil soaked phenolic. This milling, or alternatively hand grinding, exposes the threads in the phenolic. The Moglice creeps into these threads like they were wicks and achieves a tenacious bond even when the phenolic has oil in it.
Note that with the saddle aligned on the bed ways the worm and pinion can be installed and gear lash clearance checked.
Weather stripping was run down both edges of the ways. The bed ways have been sprayed with release agent, the saddle has been set down and .060 thick cured Moglice shim stock has been glued to the phenolic plates. 1/2 inch diameter injection holes have been drilled every 18 inches on the way surface; also six threaded holes have been drilled through the bottom casting to be used as alignment jacks. The saddle was lifted off of the Moglice shims about .015 with these jacks to the correct elevation and parallel with the bed ways. The Moglice is mixed, poured into injector cartridges and pumped into the void through half inch plastic tubing. The injection process is started at one end which is sealed and continues successively from port to port. In this photo the Moglice is reaching the end of a way, filling the last tube and a small reservoir at the open end of the way.
In this photograph the top of the saddle has been sprayed with release agent. Notice that the inside diameter has been masked with painters' tape to keep the excess material that may squeeze out from getting a grip on the inside edge of the saddle. This will prevent the Moglice chipping upon removal of the table as the Moglice will be adhered to the phenolic on the bottom of the table. Note also, the alignment jacks around the perimeter of the bearing used to support the table while the Moglice cures. These jacks are positioned over webs in the saddle to avoid distortion.
The saddle is removed from the bed ways again revealing perfectly filled ways. When rubbed against the bed ways using marking compounds, the four outside corners had the heaviest bearing marks. This is because most of the load of the saddle had been taken by the four corner alignment screws. By purposely locating jack screws the bearing contact can be steered to the desired locations. These bearing surfaces will require only oil grooving and stoning.
Note also the positive side on the saddle was replicated at the same time as the flat surfaces. The thickness of the Moglice on this surface controls the gear lash in this application.
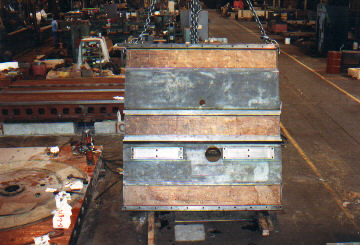
This is the bed, saddle and table for a large G&L rotary table. The saddle to the bed had been cast iron-to-cast iron bearing surfaces. The table to saddle had a phenolic liner on the table. In this example the saddle is fit to the bed with the Moglice injection process and the table is set to the saddle with the Moglice putty process.
After pre-alignment of the table the Moglice putty is mixed in its own container via a drill press and Jiffy mixer. The speed should not exceed 100 rpm to avoid heating the Moglice and causing premature cure.
After pre-alignment of the table the Moglice putty is mixed in its own container via a drill press and Jiffy mixer. The speed should not exceed 100 rpm to avoid heating the Moglice and causing premature cure.
Final alignments are re-verified, small adjustments can be made to dial in the last few ten thousands of an inch. It is possible to adjust upwards on the putty material several thousands of an inch without drawing air into the bearing area if the adjustment is done slowly. If possible, it is preferable to adjust high locations downward. On this stack up, the maximum total indicator error was less than one thousandths of an inch.
Final alignments are re-verified, small adjustments can be made to dial in the last few ten thousands of an inch. It is possible to adjust upwards on the putty material several thousands of an inch without drawing air into the bearing area if the adjustment is done slowly. If possible, it is preferable to adjust high locations downward. On this stack up, the maximum total indicator error was less than one thousandths of an inch.
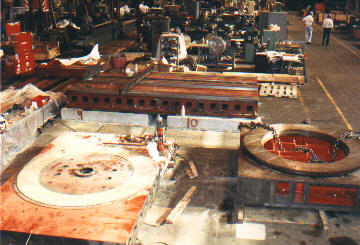
The next day the table is removed revealing the Moglice bearing surface. This bearing surface is about 20 inches wide and 10 feet in diameter. Note that the painters' tape applied to the saddle came up with the Moglice on the table; and the oil groove pattern in the top of the saddle, that had been filled with wax, is visible in the Moglice bearing surface. This bearing surface will require only stoning and spotting.