PHONE: 1-877-368-1528

PRODUCTS

FLUID INJECTION
FLUID POUR & SET
SEMI
PUTTY
APPLICATION EXAMPLES
HOME
CONTACT
BLOG
Ingersoll Adjustable Rail Milling Machine
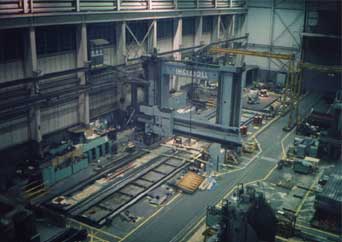
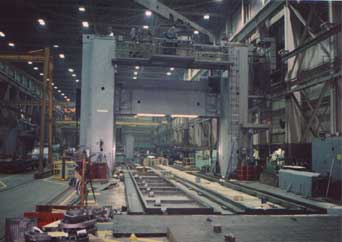












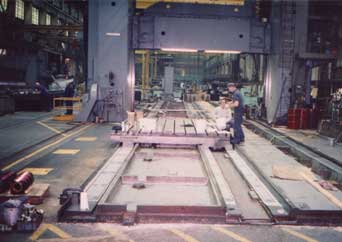






































This is an Ingersoll adjustable rail milling machine.
These are overhead pictures to try to give the viewer and idea of the immense size of this machine. The bed ways are 150 feet in length. The table was 55 feet long by 25 feet wide making it one of the largest planer mills we know of.
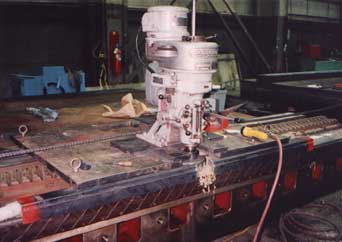
Devitt Machinery Co. was contracted to replace phenolic bearings on the table as well as design and install a new through-the-table lubrication system. In this photo you will see a portable machining rig milling off the phenolic liner on one of the table segments.
In this picture you will get a birds-eye view of this operation and notice all phenolic is being removed except for a 3/8 strip on each side of the bearing surface.
This is a view of a separate milling fixture used to do the same machining process as the previous picture but on a different bearing surface.
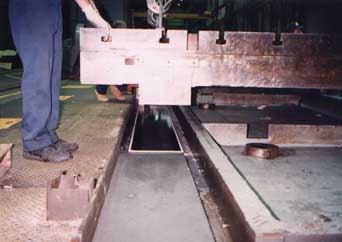
Once all bearing surfaces were machined including the positive guidance surface bearings, Putty Hard was mixed up and placed on specific positions along the newly machined bearing area. Ground steel blocks were then placed over these locations resting on the 3/8ths wide phenolic surfaces on each side. This was to achieve our rough alignment shims.
In this picture you will see one completed surface and one in process.
A closer view of molded shims.
The phenolic strips were only left to accomplish the molding of the shims to support the weight of the table during molding. After the shims were molded and cured (18 hrs) the 3/8 phenolic strips were removed. The table segments were then raised to their side and cleaned.
Note that the bed section has been given a proper footing. The bed has been accurately milled, removing all wear and score marks. It is usually a good idea to scrape a milled cast iron surface to knock off the mill fuzz, but if an 80 RMS surface or better can be achieved a good stoning is all that is necessary. Leveling the bed is a crucial first step. If you mold to a twisted surface you will replicate a twisted surface.12
A closer view of the molding site.
After alignment is achieved, the table is moved off to the side and safety jacks placed under it while Fluid is being mixed.
When finished mixing the last kit, the technician will apply that to the last bearing while the first technician is leveling off the first two bearings. By doing it this way you can shorten the application time and stay well within your pot-life window.
An aerial view showing technicians working on this application.
The table is then raised and brought over to the bed ways and was carefully and slowly lowered into the Fluid.
Table segments were then fit to the bed segments and shims were adjusted for final alignment.
After the table was lifted with jacks and raised off the bed ways the following morning, the trimming and clean-up process was begun.
The use of a die grinder and cutoff wheel makes trimming of the edges relatively simple. The white lines you see on the bearing are the tape (pin striping) that came up with the cured Fluid. It simply has to be pulled out.
This photo shows the molded bearing after trimming.
This is a closer picture to show what the pin stripping
tape accomplished in our molding.
Using a router and a carbide bit, we then cut our oil groove pattern into the surface of the cured bearing.
Another angle of our technician performing this process.
Shows the oil groove pattern. One of the oil inlet holes can be clearly seen.
Aerial view of one table segment completed.
Technician goes back and cleans and preps the molding
site for the next segment to be molded.
This shows the technicians fishing the lube lines through the table.
Another angle showing the technicians fishing the lube lines through the table.
The lube lines were then secured internally.
Picture of a completed bearing. This particular bearing had two oil inlets.
Once all the flats had been completed, technicians
reinstalled the adjustable positive surfaces in the bed way.
Both positive surfaces were adjustable on this machine
and they were carefully installed and checked for alignment.
Clay was used to seal off the bolt holes on these way surfaces and foam tape was then added to the bottom of this surface to keep the Fluid from being squeezed out while the table was being installed.
Putty Hard was used and pre-mixed using an electric drill (keeping the drill speed under 100 rpm) and then removed from the container. The mix was put onto a mixing sheet and drawn out to make sure there was no entrapped air and that it was completely mixed.
Putty Hard was used and pre-mixed using an electric drill (keeping the drill speed under 100 rpm) and then removed from the container. The mix was put onto a mixing sheet and drawn out to make sure there was no entrapped air and that it was completely mixed.
Another view of the Putty Hard being applied then crowned to the center. Note that care is taken not to get any uncured Putty Hard on the flat way. These flat way bearings are complete and will be holding the table segment at proper height during cure.
Just prior to setting the table segment, the technician checks the crown once more to insure a good set and bearing with no air inclusions.
This is a picture just after jacking and lifting of the table
showing one positive surface finish molded.
A completed positive or guide surface.
This picture shows the next segment being rigged to roll it over.
In this photo one can get a good idea of the size of each segment.
Once rolled, the segment was moved to a prep area where it could be worked on. The time constraints of this job meant that as one segment was curing another was being prepped for molding the next morning.
A photo of the prep area as well as one
segment curing at the end of the machine bed.
An aerial view of one table segment with finished cured bearings.
The finished segments were given the once over by
several employees during the work process.
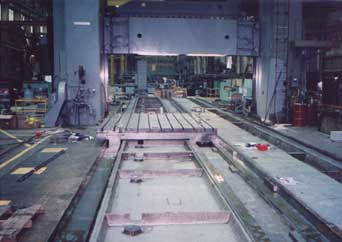
Here you have 3 finished segments of a 7 segment table put back on bed ways. These 3 segments made up just half of this 55 ft. table. 7 table segments were completed in 30 days. Without the use of the Fluid and Putty Hard this could not have been accomplished. As far as performance of bearings, the finished table could make a 0.0005" move from a rest position with repeatability. This performance was not promised even when new. As of this date in 2002, this machine is still running and will be disassembled and shipped to China.
<
>