PHONE: 1-877-368-1528

PRODUCTS

FLUID INJECTION
FLUID POUR & SET
SEMI
PUTTY
APPLICATION EXAMPLES
HOME
CONTACT
BLOG
Landis Grinder




















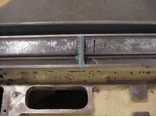





























Flat way bearing on table with very deep oil grooves. Surface was sand blasted prior to work. Also shows new oil hole for new lube system.
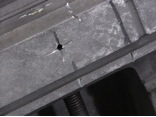
Image shows adhesion notches in surface.
These were cut to enhance mechanical bond.
Angular notches cut crisscross on all oil line ports.
The bed way had old oil grooves that had to be filled because
a new through- the-table lube system had been installed.
Oil supply lines to vee way plugged to convert to a
through-the-table lube system. DWH 311 Putty was used.
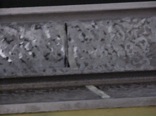
View of oil grooves and oil ports in bed plugged with DWH 311 Putty.
Oil grooves in table plugged with DWH 311 Putty. The grooves
were very deep and could trap air bubbles when molded.
Grooves on vee way were .125" deep but after filled are only a few thousandths.
Filled holes in the table made when the cross drilling for lube was done.
Picture shows other side of hole for lube and helps explain why it is not needed.
Another view of oil holes installed for the through-the-table lube system.
The table bearings of this large Thompson were molded and
finished in two days once the bed ways were re-qualified.13
Angular notches made with a die grinder and cut off wheel
held on an angle to create a good adhesion surface.
Picture of table ways and die grinder.
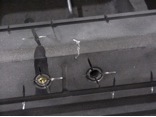
All holes are cross-notched for adhesion.
Drill bits sprayed with release agent were placed in the oil ports
of the flat way to keep the DWH 311 Putty from filling the ports.
All oil grooves filled with DWH 311 Putty to save money.
Moglice will bond to it chemically.
After marking bed way at molding site, oil groove pattern is laid out to be molded into the Moglice bearing. The cross groove is placed on an angle to improve distribution.
Number 18 description above is done on the vee way of the bed.
Cardboard dams are made to contain the Moglice FL/P in the area to be molded.
The dam is positioned at the end of the mold site
and held in place with modeling clay.
Overhead view of the damming process.
The dam is located approximately 3/4 inch from where the table way will set. The oil groove will be approximately 1inch from the end of the table way.
Another overhead view of the damming process.
The oil return at the bottom of the vee way is filled with 1/2 inch wide and 3/8 inch thick weather strip. This protects against catching rough machined edges.
Overhead view of weather strip.
Cross oil grooves connected to form oil groove pattern.
Oil returns on both vee and flat ways were sealed off for molding.
Oil return at bottom of vee way as well as the one on the outboard side of flat were sealed with weather strip then taped to make a good seal. The aluminum block was clamped to the bed to help locate the table for set.
Table is chained to lift as close to level as possible.
Table is spray cleaned, allowed to dry and then ear plugs are put in all oil ports and pushed in below the surface. If the ear plugs stick above the surface they can cause an air pocket on the surface of the bearing. Moglice FL/P is then poured into the vee way and leveled. Moglice Putty Hard is troweled onto the flat way and crowned in the center which helps eliminate air inclusions.
After cure (24 hrs), the vee way dams are pulled revealing a good pour (fill).
Jacks are placed under each end of the table to release the table from the bed.
When jacking Moglice can be seen with the table raised.
Vee way can been seen separted from the bed as well.
Once the table is released with jacks, it could then be lifted using a crane.
Cured Moglice before trimming but after the table is rolled over.
Molded vee way with oil groove wax still embedded.
Wax getting peeled out of oil groove exposing finished oil groove.
After cutting edge with a cutoff wheel, excess Moglice is chipped off.
The void under the edge of the bearing is backfilled with
Score-Ex as the void was only 1/8 inch deep.
Oil groove exposed on vee way.
Excess Moglice removed from end of vee way.
Good picture of oil groove pattern.
After trimming, bearing surfaces are spotted for oil retention.
Oil line openings are located and opened.
Vee way oil port opened.
Finished vee way is stoned with a fine stone and mineral spirits.
The flat way gets stoned as well and they will be oiled and table reinstalled.
<
>